海康视觉VM3.4的定位引导功能使用体验
- 0
- 0
- 分享
- 2022-01-17 10:18
这是一个视觉引导在点胶贴片行业的应用案例。
这是一个视觉引导在点胶贴片行业的应用案例。
该台设备两条产线同时生产,双边共使用8套相机,其中6套相机担负定位引导任务,另外2套相机担负成品缺陷检测任务。
常听到“指哪打哪”,如果说机器人解决了怎么“打”的问题,那么,视觉就是解决怎么“指”的问题。本文撷取项目中针对客户提供的不同批次原材料,以及同一批次原材料所摆放的角度不同,而点胶和贴片坐标要随之做相应改变,采用视觉定位是目前常用的方法。
选取的相机型号:MV-CA050-10GM,E系列35mm镜头。安装在离原材料35cm上方,对摆放在模具上的直径45mm的塑料件拍照
调好相机焦距和曝光时间,获得的图像:

图片中由圆形和椭圆形构成的特征区域,就是需要精确定位的孔位。
每个产品有3个孔位需要定位,于是流程中也分出3个分支。在相机获取产品图像后,用高精度特征值模块匹配到圆形轮廓和椭圆孔位的中心点
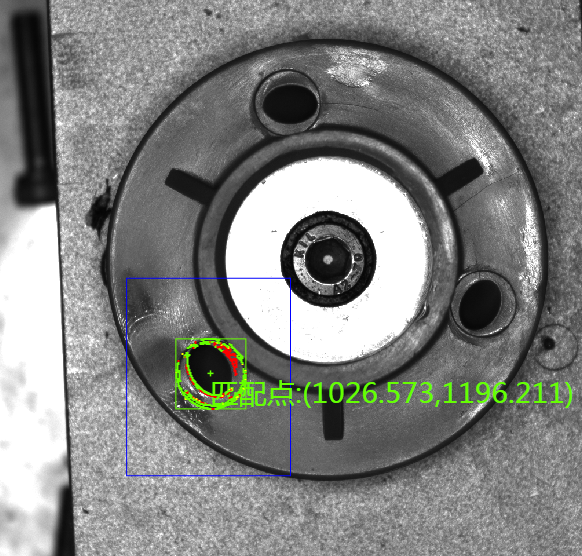
做到这里的时候,本以为圆形轮廓的中心点已经查找到了,实际小量测试不同批次的原材料,发现贴片的效果有时并不准确(贴片孔位直径7mm,贴片精度要求<0.1mm),进一步对比各批次原材料,发现椭圆相对于圆形轮廓的位置变化很大,而贴片对位仅要求圆形轮廓的中心,也就是说特征匹配的中心并非圆形中心。
尝试用圆形查找
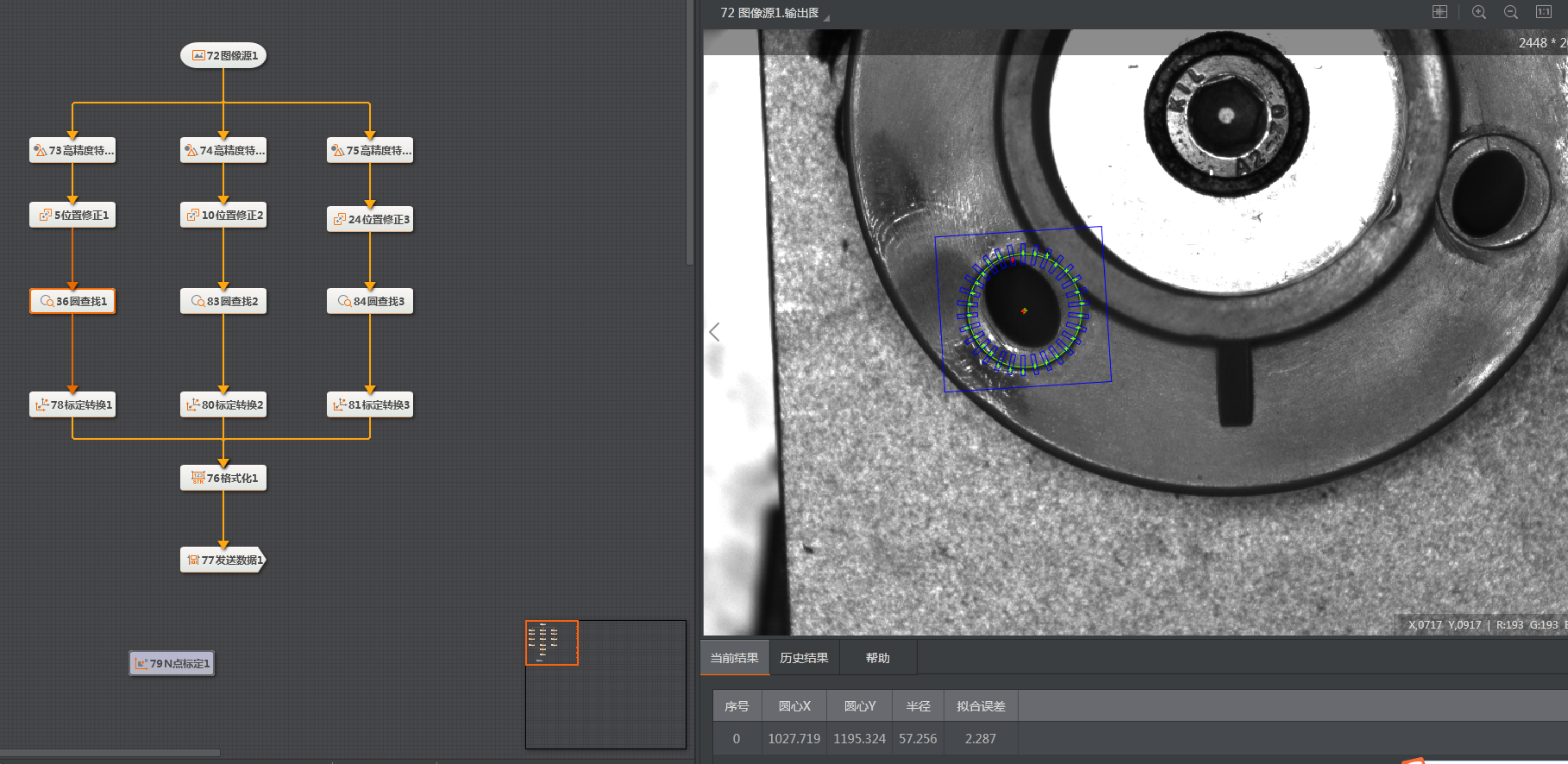
(这里曾试过舍弃特征值匹配,直接用圆查找,但不知为何单幅图片的重复触发查找,每次定位坐标都相差较大;先用特征匹配,再位置修正,接着圆形查找,重复性较好)
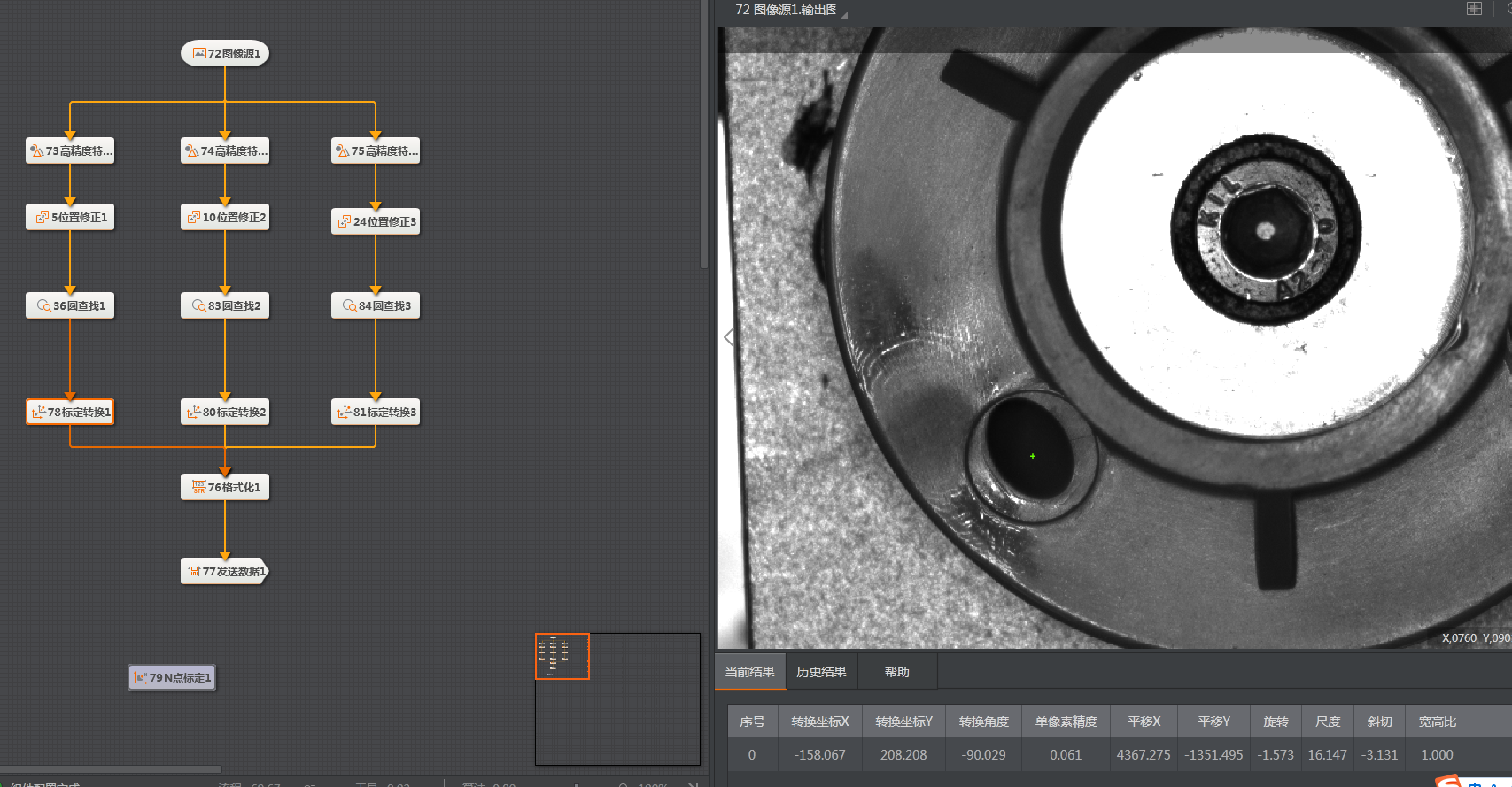
将3个圆形孔位中心的像素坐标与机器人的物理坐标进行标定,得到的结果用TCP通信发送给机器人,单像素精度对应物理坐标0.061mm,理论上满足小于0.1mm的贴片精度要求。
版权声明:本文为V社区用户原创内容,转载时必须标注文章的来源(V社区),文章链接、文章作者等基本信息,否则作者和本社区有权追究责任。如果您发现本社区中有涉嫌抄袭的内容,欢迎发送邮件至:v-club@hikrobotics.com 进行举报,并提供相关证据,一经查实,本社区将立刻删除涉嫌侵权内容。
上一篇
已经是第一篇啦~
下一篇
已经是最后一篇啦~
评论请先登录 登录
全部评论 0


相关阅读
 一文带你入门RCS4.X-(4.2.8单独档)【任务编排】(四)2025-06-23
一文带你入门RCS4.X-(4.2.8单独档)【任务编排】(四)2025-06-23 秒懂VisionMaster!「VM助手」上线,有问必答的AI导师来了!2025-06-26
秒懂VisionMaster!「VM助手」上线,有问必答的AI导师来了!2025-06-26 全国总决赛获奖名单公布!第三届“启智杯”机器智能大赛大奖花落谁家?2025-06-03
全国总决赛获奖名单公布!第三届“启智杯”机器智能大赛大奖花落谁家?2025-06-03 [第三届启智杯大赛决赛】-应用3D赛道-果宝特攻队-九通阀密封垫缺陷检测系统2025-06-09
[第三届启智杯大赛决赛】-应用3D赛道-果宝特攻队-九通阀密封垫缺陷检测系统2025-06-09- 基于Opencv的交互式GrabCut分割2025-06-06
 浙公网安备 33010802013223号
浙公网安备 33010802013223号