- 0
- 0
- 分享
- 2022-06-08 21:16
锂电行业-线扫相机叠片机应用
案例背景
客户需求:对电池极片与极耳在裁切后进行正反面的缺陷检测
客户痛点或问题:对极片上缺陷传统算法检测出的效果不佳,后期不良率高,影响生产效率
方案描述
项目配单表
|
名称 |
型号 |
数量 |
描述 |
|
8K线阵相机 |
MV-CL084-90CM |
2 |
8k像素Camera Link线阵相机,Gpixel,黑白 |
|
Camera Link 标准数据线 |
MV-ACC-01-1302-5m |
4 |
Cameralink数据线(高柔)MDR-SDR,5m |
|
Camera Link 采集卡 |
SOL 2M EV CLFL* |
2 |
Matrox, Base/Medium/Full, 双通道Cameralink采集卡, PCIe x4, |
|
镜头 |
MVL-LF3528M-F |
2 |
FA镜头,35mm,非红外,F接口 |
|
加密狗 |
iMVS-VM-8207 |
1 |
全功能加密狗(含深度学习功能) |
|
线光源 |
MV-LTHS-500-W |
2 |
高亮,白光,1排灯珠,功率216W |
|
工控机 |
1 |
I7-9700 32G内存 1T固态硬盘+8T机械硬盘,2个PCI,3个PCIE*4,2个PCIE*16 |
方案示意图及方案描述
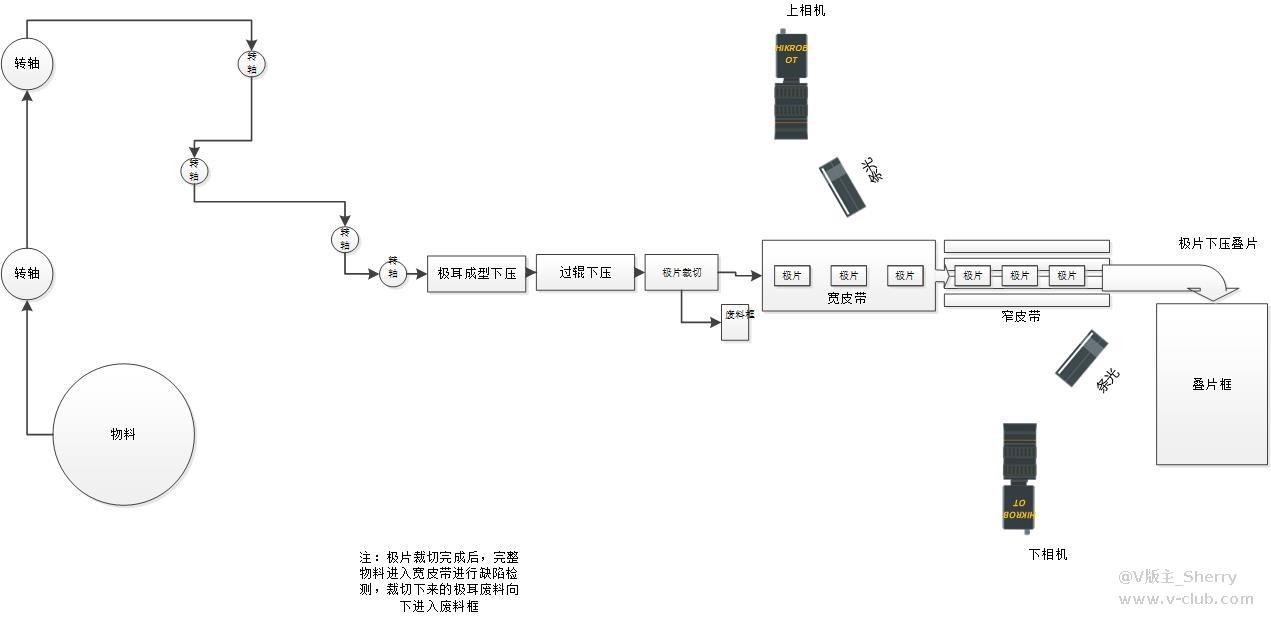
方案描述:皮带带动物料运动,停止与运行交替进行,使用帧触发加行触发方式,进行控制线扫相机的采图,上相机对物料的正面进行拍照,下相机对反面进行拍照,选用2个8K线扫相机每次拍一张极片的正反面(阴阳极片共用2个相机);视野大小420mm,理论单像素精度0.051mm/pixel
搭建与调试
|
相机分辨率 |
8K(8192*2) |
|
镜头焦距 |
35mm |
|
相机安装高度(WD) |
358±20mm |
|
光源安装高度(LWD) |
10-50mm |
|
视野(FOV) |
420mm |
|
单像素精度 |
0.051mm/pix |
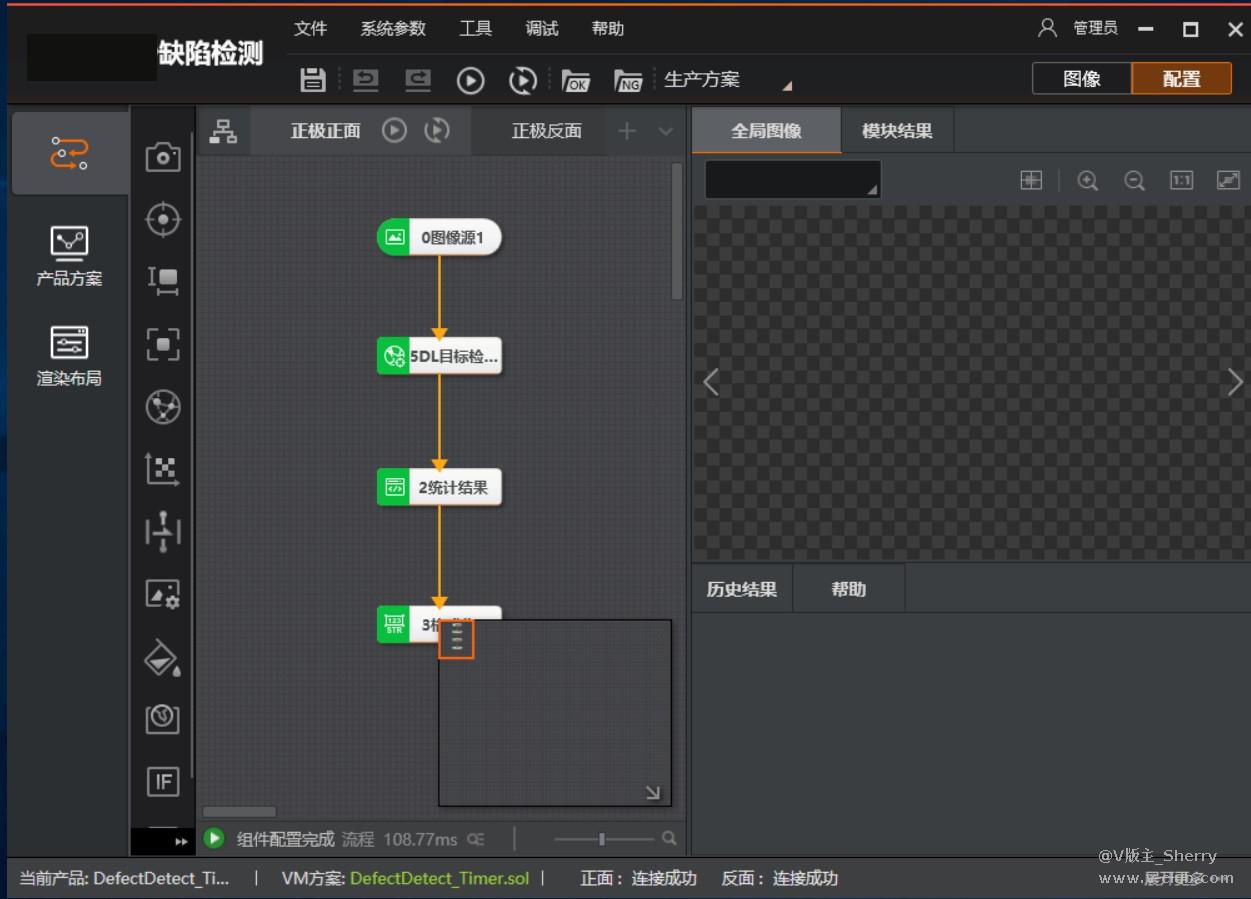
对相机光源硬件进行安装,安装完成后,搭建vm方案如下:
调试:
1.对现场缺陷物料进行采图
2.对采到的图像进行打标训练,生成对应的模型文件
3.把模型文件导入vm方案中的深度学习_目标检测模块
4.DL目标检测模块检测缺陷的检出和类型判断。
5.使用框架软件连接客户服务端通讯,对产品VM流程及产品方案,渲染效果进行设备运转测试
检测效果展示:
根据现场提供的锂电极片负极物料,在设备上完成图像采集、标准制定、深度学习标注与训练、测试统计等工作,根据提供的标签对应7种缺陷,包括:凹凸点、划痕、极耳破损、极耳皱破、异物、破损、暗痕,这里展示3种数量较多的缺陷:
1. 暗痕,表现为极片中出现一条上下贯穿的暗色纹路,标注:暗痕


原始成像 标注效果
2.划痕,表现为极片划到的痕迹,成像为弯曲或直的线条,标注划痕:

原始成像

标注效果
3.极耳褶皱,表现为极耳区域出现褶皱状态,标注极耳褶皱:


原始成像 标注效果
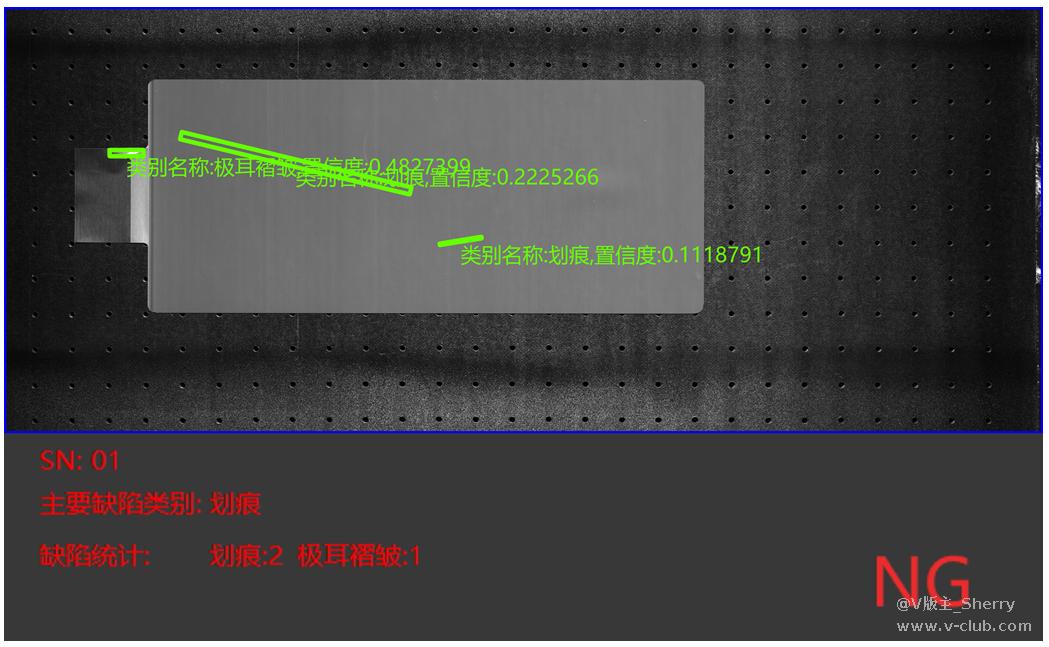
正面检测
方案优势
产品层面
● 图像质量:线扫相机可以提供8k分辨率的采图效果,单像素精度提升,从而提升最小缺陷的检出能力。
● 算法耗时:采图后运用深度学习算法,进行精确的缺陷定位,输出数据结果到客户端,整体耗时在200ms以内
● 场景适应性:线扫相机的抗强电强磁干扰强,体积小,光源为线光源,光源效果的可调整性强
● 识别能力:在深度学习模型数据库充足,采图效果良好的状态下,缺陷识别的精准率高。
客户层面
● 提高了客户极片与极耳缺陷检测的能力
● 加速了设备的生产效率
● 替代了传统算法检出率差的现象
● 降低了客户的后期的产品不良率



 【形状匹配算法系列】从NCC到轮廓匹配:工业视觉的"定位之争",到底争的是什么?2026-05-19
【形状匹配算法系列】从NCC到轮廓匹配:工业视觉的"定位之争",到底争的是什么?2026-05-19 项目实施过程中关于对标的思路及经验分享2026-05-09
项目实施过程中关于对标的思路及经验分享2026-05-09- 移动机器人常识2026-05-15
 通过socket将图片传输到vm外部2026-05-09
通过socket将图片传输到vm外部2026-05-09- 移动机器人技术分享-26年5月2026-05-15
 浙公网安备 33010802013223号
浙公网安备 33010802013223号