- 0
- 0
- 分享
- 2022-06-13 13:57
3C行业-富士康PB金属加工件缺陷检测管控
投稿人:VisionSalute
案例背景
客户需求
1、冲压前检测金属件上大、小铆钉有无,确保冲压过程有大小铆钉
2、冲压后检测大、小铆钉有无,确保冲压车床未冲压掉铆钉
3、冲压和有无检测后,检测大小铆钉是否反向
4、通过视觉检测实现以上需求从而达到降低人员使用需求
(2) 实物图片

图1 铆正常产品

图2 铆反产品
客户痛点或问题
1、人工成本高:该工艺处此前至少需要4个人配合工作,人员冗余
2、危险隐患高:在生产过程涉及到冲压机床,此前人为防止,危险较大
3、生产效率低:此前对于工件的检测全靠人工查看,生产效率较低
4、检测要求高:由于多片检测,需要保证正反面检测数据对应,避免出现数据对应出错
方案描述
项目配单表

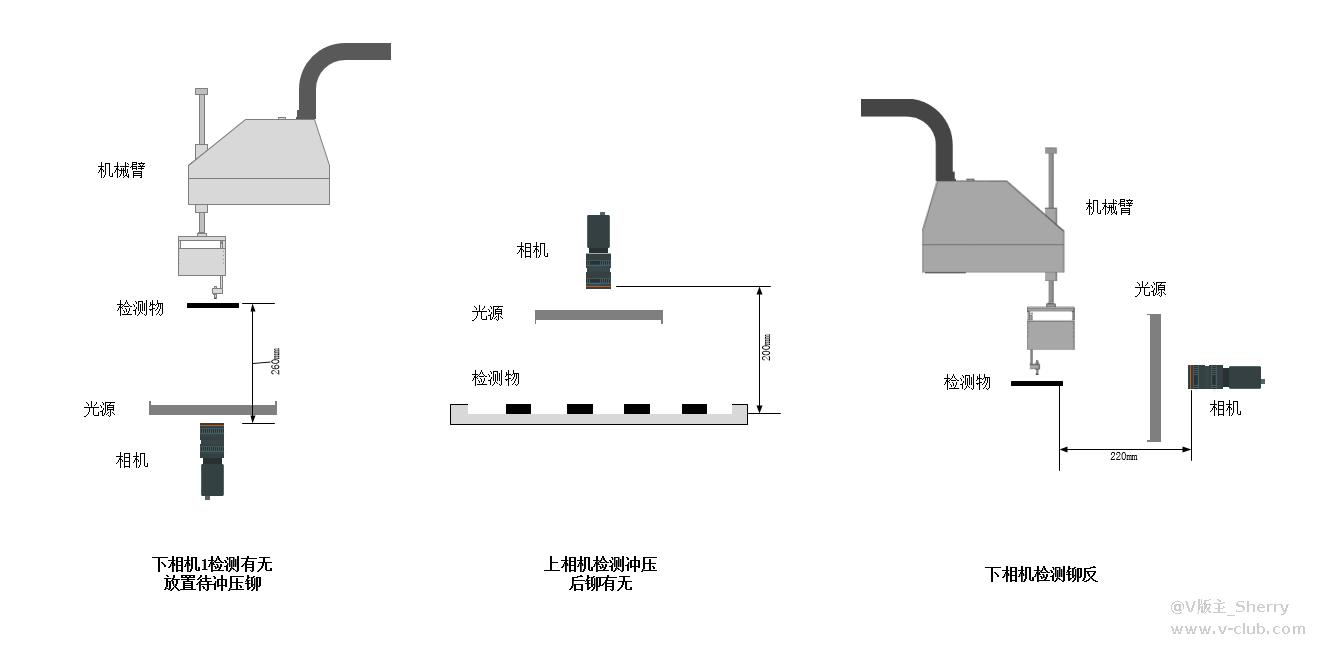
方案示意图及方案描述
搭建与调试
1、首先在第一个工位,客户工件传送过来,机械臂一次性抓取两个工件,分别依次挪到视野中进行大、小铆有无检测,分别通过Blob分析和圆查找进行判定,下相机1进行拍照检测,此时下相机1通过IO触发,并且结果需要发送IO信号给视觉控制器,并通过视觉控制器将信号给到继电器并给到PLC,PLC反馈给机械臂进行处理,OK时视觉控制器IO1输出信号,NG时视觉控制器IO2输出信号;

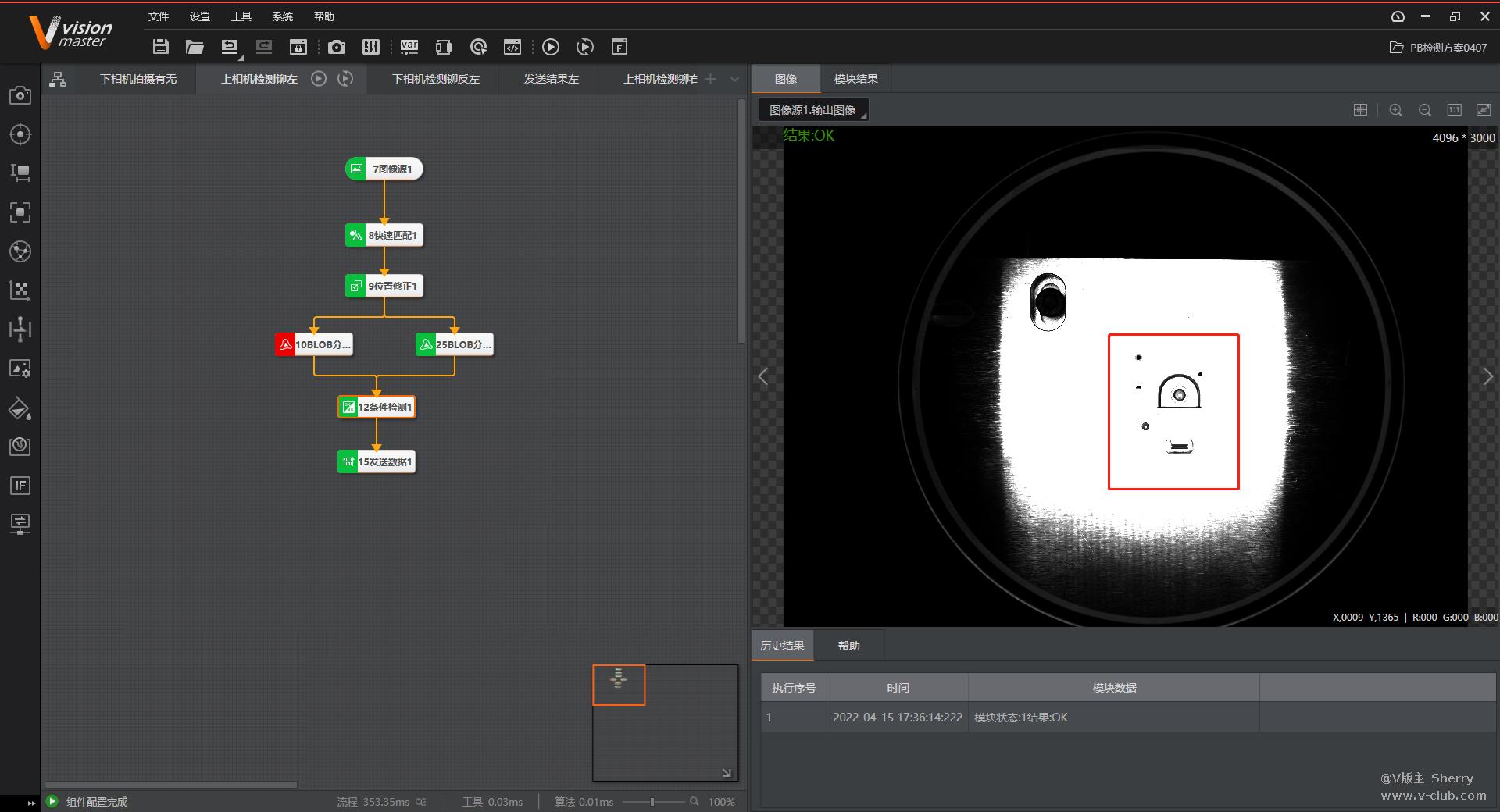
2、在冲压后机台通过对大、小铆进行检测,通过打光调整成像将其余干扰因素排除,后通过Blob分析进行有无检测,测试后检测稳定;
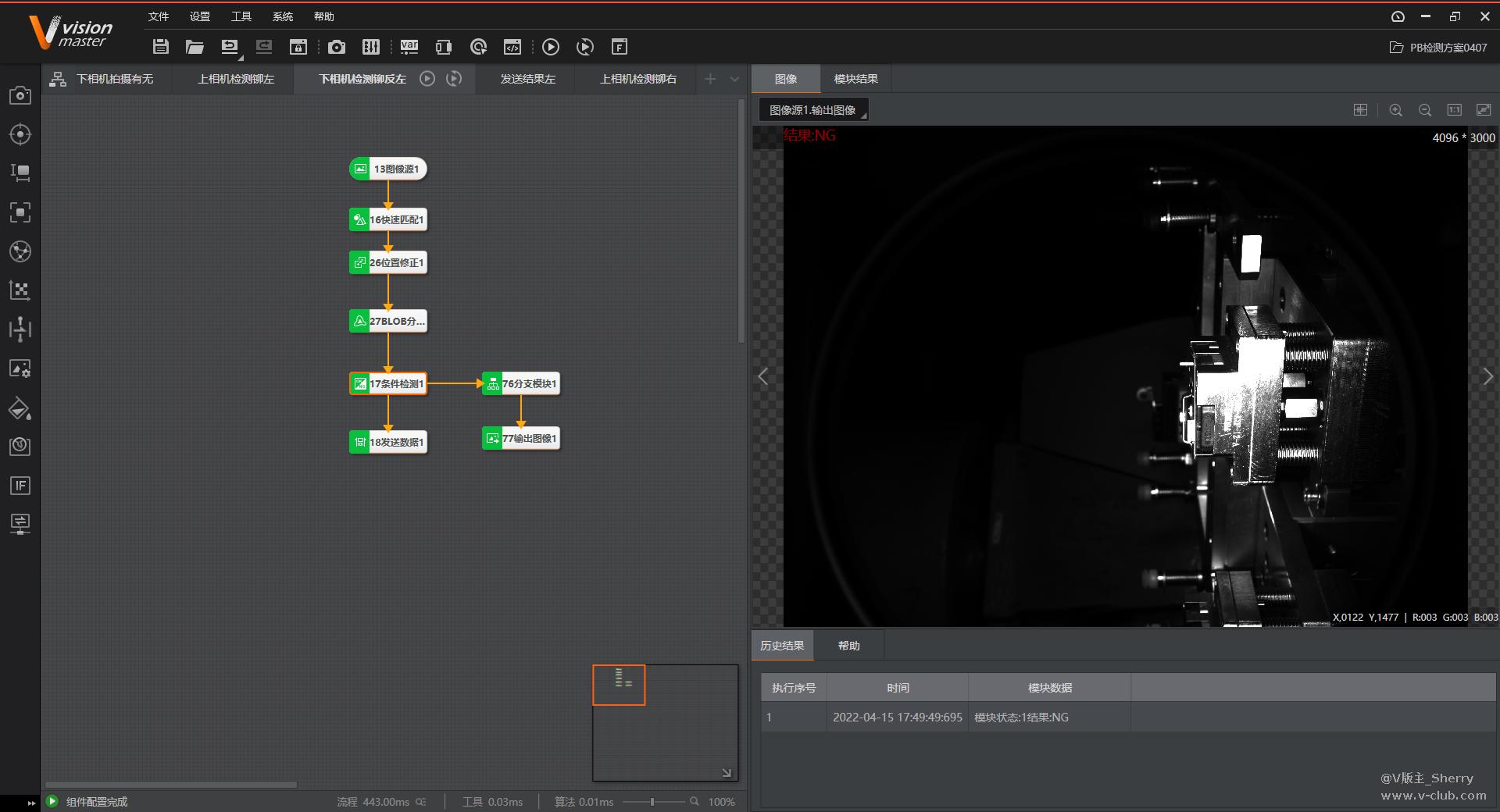
3、下相机2检测铆反横向架设,侧向拍出工件铆反,通过打光调节成像,使得突出的部分反光,通过Blob有无判定是否铆反,测试后运行稳定;
4.由于客户在冲压后对工件检测分为上相机和下相机,上相机检测位置能放置4个工件,2个工件为一组,分别为左边组与右边组;
(1) 上相机拍摄完左边组后,就会去拍摄右边组,机械臂则会抓取左边组2个工件去下相机进行铆反检测;
(2) 客户需要防止出现机械臂并未去先抓取左边组工件导致数据对应出错,所以针对左边组及右边组工件分别构建了上相机检测铆有无流程及下相机检测铆反流程;
(3) 每个工件检测结果需要结合上下相机的结果进行判定工件是否符合生产要求,根据需求通过数据队列实现上下相机结果数据缓存,并且实现建立两个数据队列分别对应左边组和右边组,以防止出现数据结果对应出错;
(4) 当左右两组检测完后,分别触发“发送结果左”、“发送结果右”从数据队列获取结果进行判定,并将结果发送给客户;

方案优势
● 此方案算法耗时短,VM模块化编程,调试起来简单方便,在冲压车间环境较为复杂,在测试过程中方案运行稳定,未出现误检及漏检等情况,对于检测工件漏铆、铆 反的检测准确且高效,配合我司工控机进行同步光源控制、IO结果输出等,极大程度上配合了自动化产线改造。
● 该项目为富士康冲压车间的应用,目前前期导入的一套测试项目,同车间也同一时期导入另一套检测方案,目前已实施的方案获得了客户较高的认可。
● 该项目为客户自动化产线改造提供助力,对于该工位减少人员4人,且检测效果稳定,对于整个生产效率有了显著提高,且对于生产过程中的不良品检测能达到99.99%,不会出现误检、漏检情况,极大提高了客户生产过程中的良品率,且该项目可复制程度较高,后续客户进行改造实施难度较低,在有限的成本内完成了视觉检测。



 【形状匹配算法系列】从NCC到轮廓匹配:工业视觉的"定位之争",到底争的是什么?2026-05-19
【形状匹配算法系列】从NCC到轮廓匹配:工业视觉的"定位之争",到底争的是什么?2026-05-19 项目实施过程中关于对标的思路及经验分享2026-05-09
项目实施过程中关于对标的思路及经验分享2026-05-09- 移动机器人常识2026-05-15
 通过socket将图片传输到vm外部2026-05-09
通过socket将图片传输到vm外部2026-05-09- 移动机器人技术分享-26年5月2026-05-15
 浙公网安备 33010802013223号
浙公网安备 33010802013223号