- 0
- 0
- 分享
- 2022-06-17 15:53
光伏行业-光伏接线盒焊接定位引导及焊后缺陷检测案例
项目背景
本项目的需求是定位接线盒位置将焊接偏移量传导给焊接设备去进行焊接,并检测焊后的质量情况,若汇流条焊接良好,会在汇流条上产生一个焊疤,若未进行焊接或焊接不良,则汇流条表面光滑或者焊疤异常。其它还包括接线盒正反、汇流条有无、焊接防呆等一些视觉检测。
技术指标:焊接定位精度要求在0.2mm之内,焊后检测要求NG检出率达到100%,误判率要小于0.5%。
目前状态:在晶科、正泰、协晶等多个光伏终端焊接机设备中进行检测,检测效果到达客户要求。
项目难点
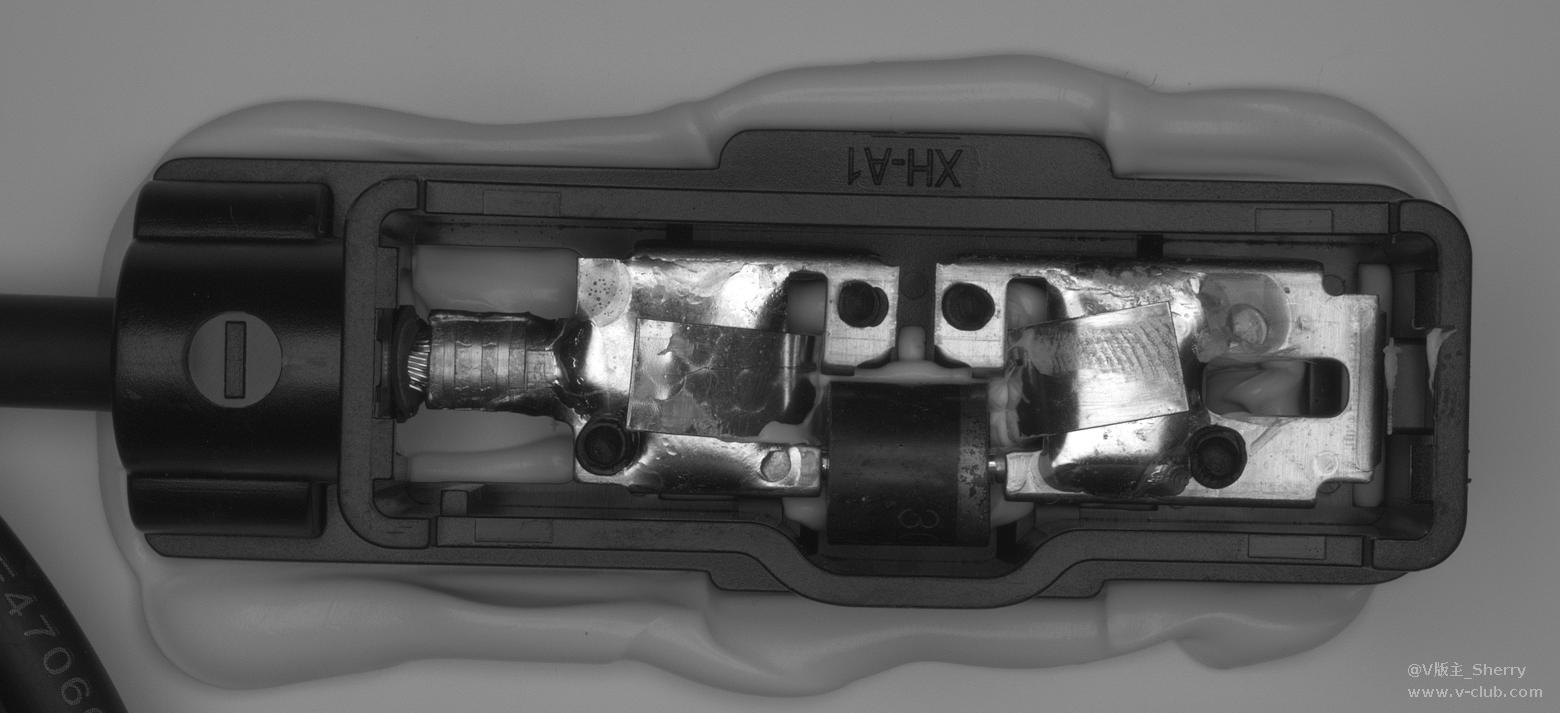
焊接定位引导中的难点:由于接线盒下方存在胶水,导致接线盒位置不水平,拍摄出来的图像存在一些尺度、亮度等特征变化。
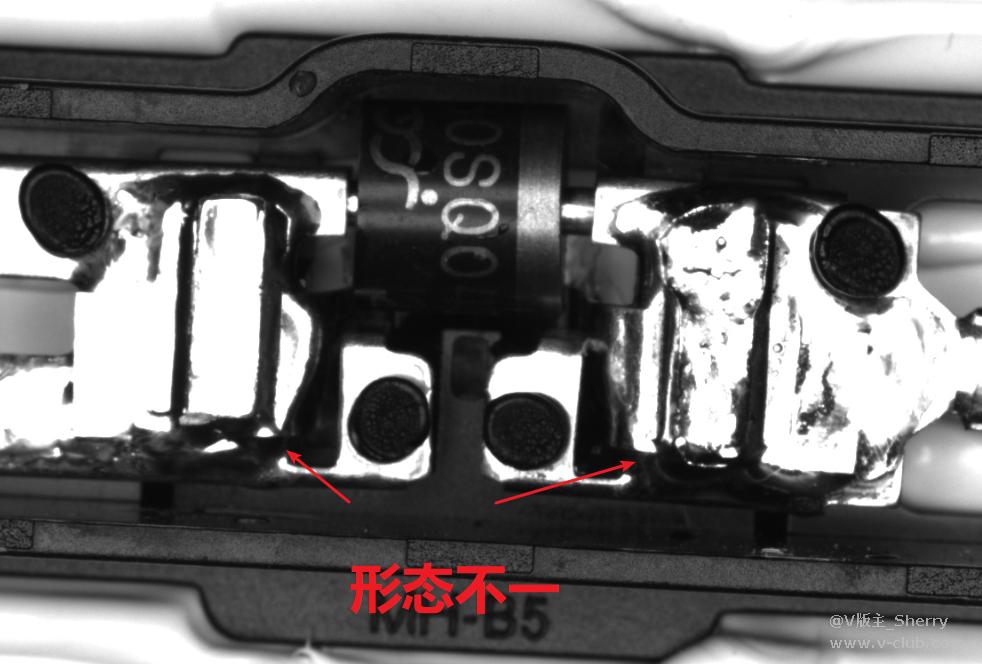
焊后检测中的难点:焊疤的形态不一,且存在过曝的情况导致焊疤边缘对比度较低,且存在胶水的干扰。


方案描述
焊前定位引导及检测整体方案如下图:
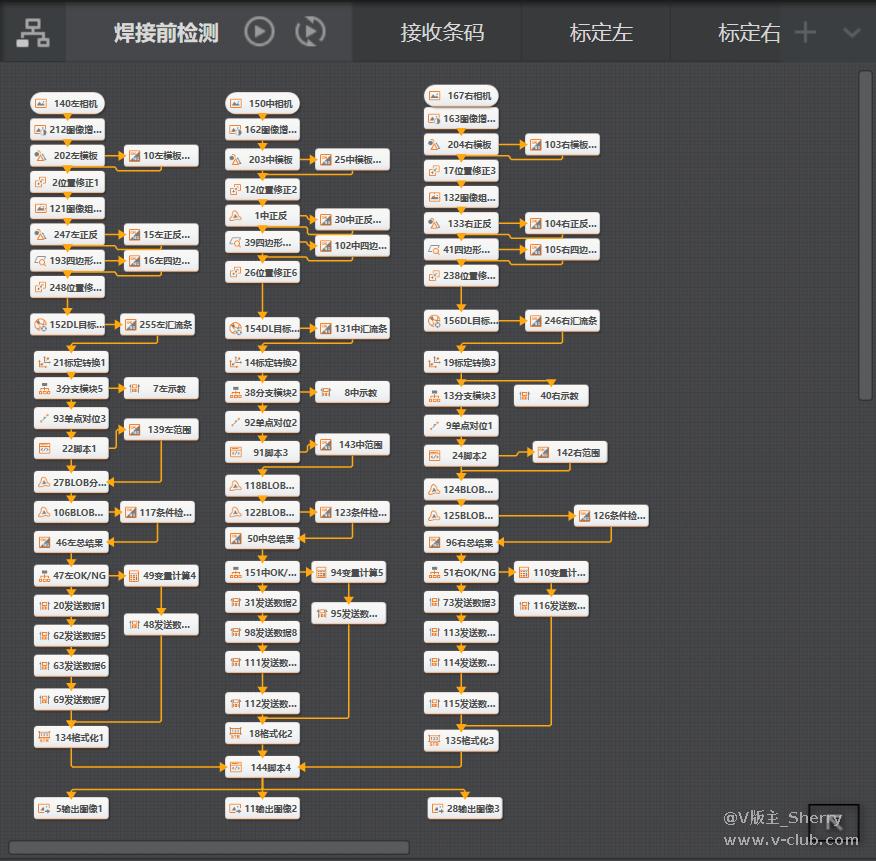
现场方案为一拖三的情况,后续的流程介绍仅讲解一个分支。
1、接线盒初定位

模块介绍:
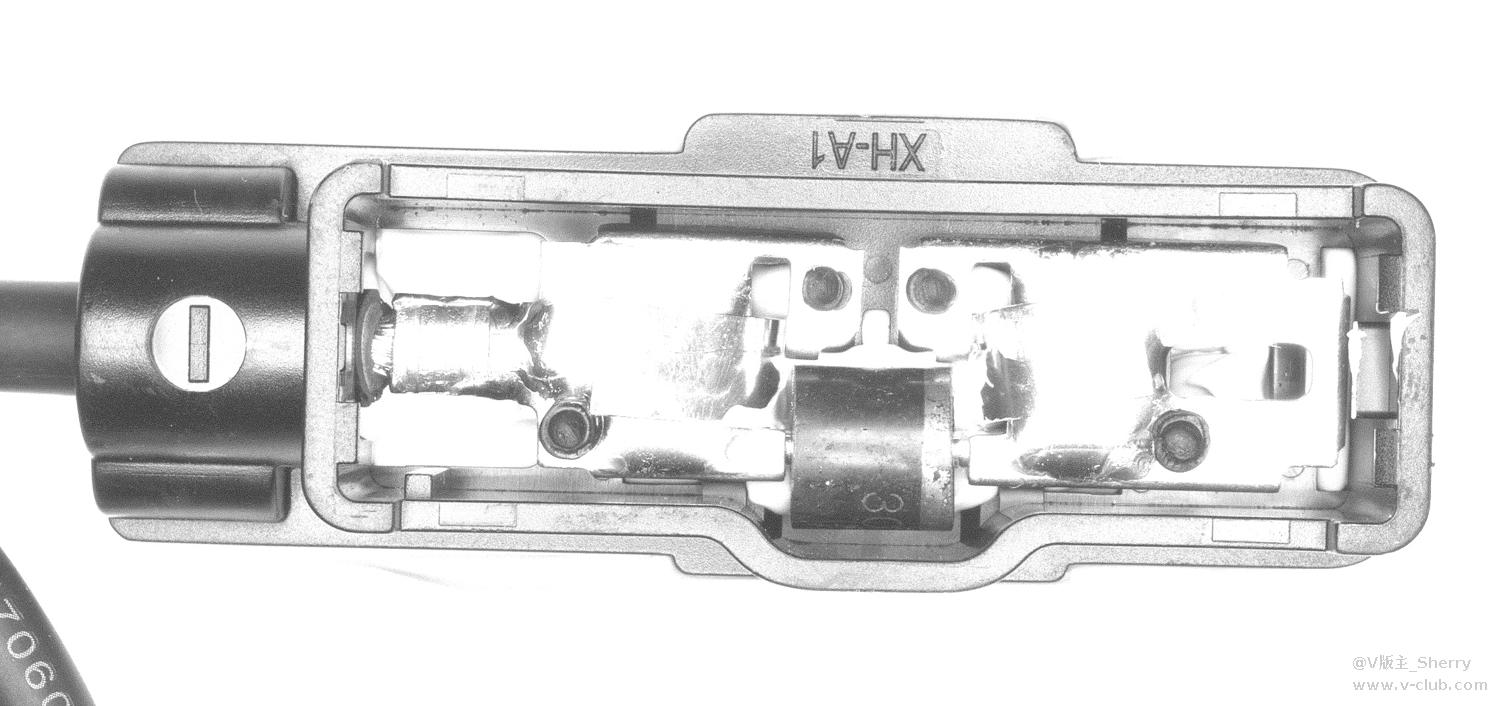
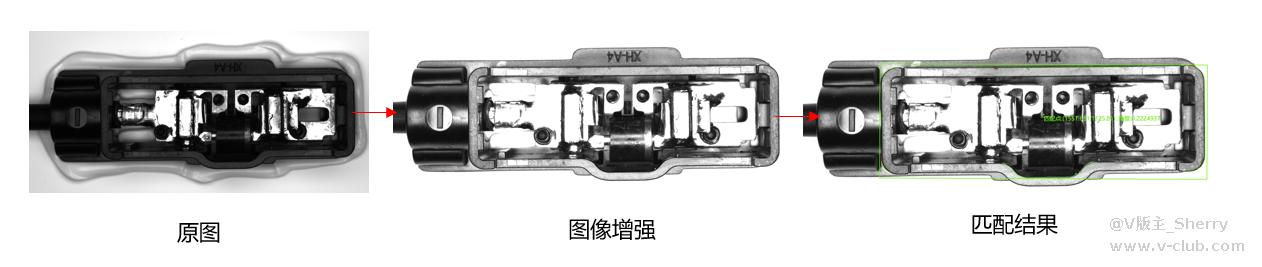
212图像增强:增加接线盒的亮度,提高接线盒边缘的对比度,并通过过曝的方式过滤掉背景(如:胶水)的干扰,为后面的“高精度匹配”模块提供更好的成像质量。
202左模板(高精度匹配):初定位功能。匹配接线盒的边缘,结合“位置修正”模块,为后面的“四边形查找”模块提供修正基准点。
10左模板结果(条件检测):判断“高精度匹配”的结果个数,若匹配结果个数小于1,模块状态会显示红色。方便现场工人看到是方案哪个环节出问题。
原图:
图像增强:
高精度匹配:
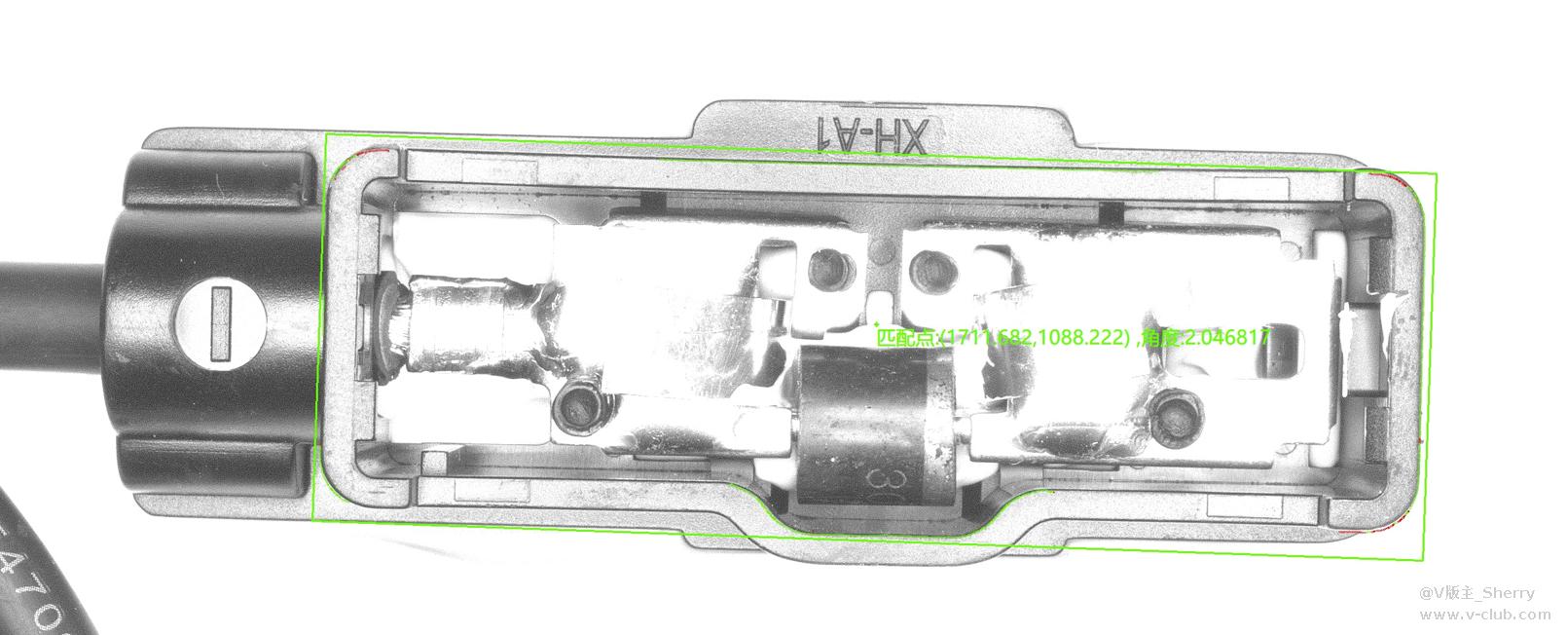
2、接线盒正反检测及精定位

模块介绍:
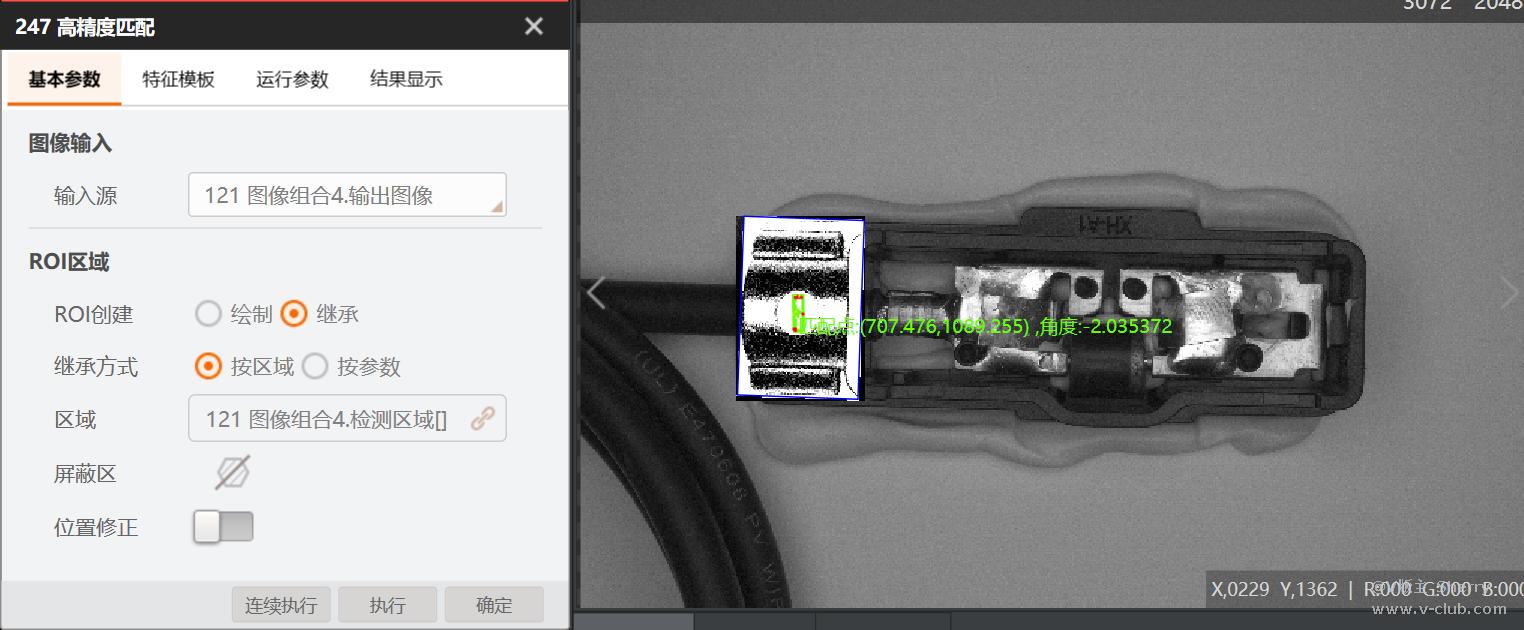
121图像组合:采用了两个“图像增强”模块组合,一个增加亮度,一个增加对比度。为后面判断接线盒正反提供更好的图像成像。



247左正反(高精度匹配):通过“模板匹配”的方式来判断接线盒的正反。若匹配成功则说明为正,匹配失败则说明接线盒方向放反。
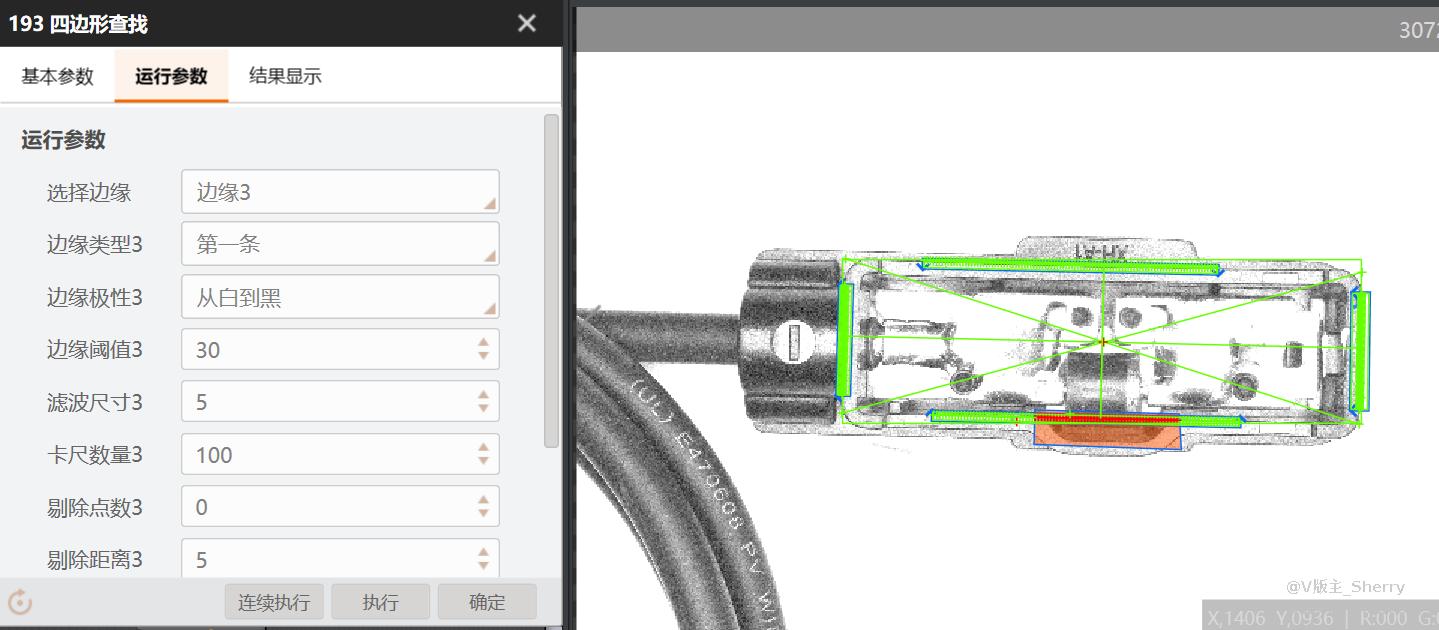
193四边形查找:结合前面的接线盒初定位给出修正位置,画固定ROI来检测接线盒的精准位置。配合“248位置修正”模块为后续的两个“Blob分析”模块提供修正位置。
15左正反结果&&16左四边形结果(条件检测):判断“模板匹配”的个数及“四边形查找”的模块状态。方便现场工人看到是方案哪个环节出问题。


3、汇流条有无检测及标定转化

模块介绍:
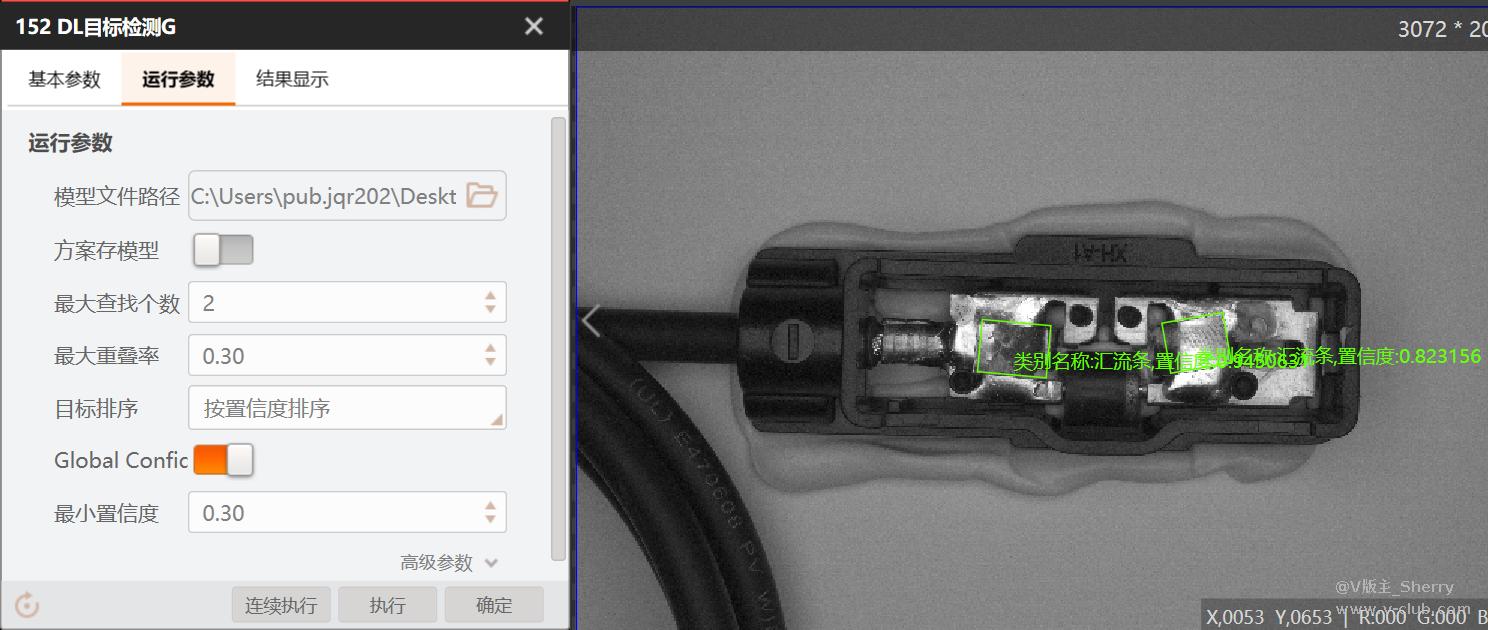
152 DL目标检测G:采用深度学习“目标检测”的方式,检测汇流条有无。(注:汇流条的位置、形态、灰度值会发生变化,传统算法难以有较高的检出率)
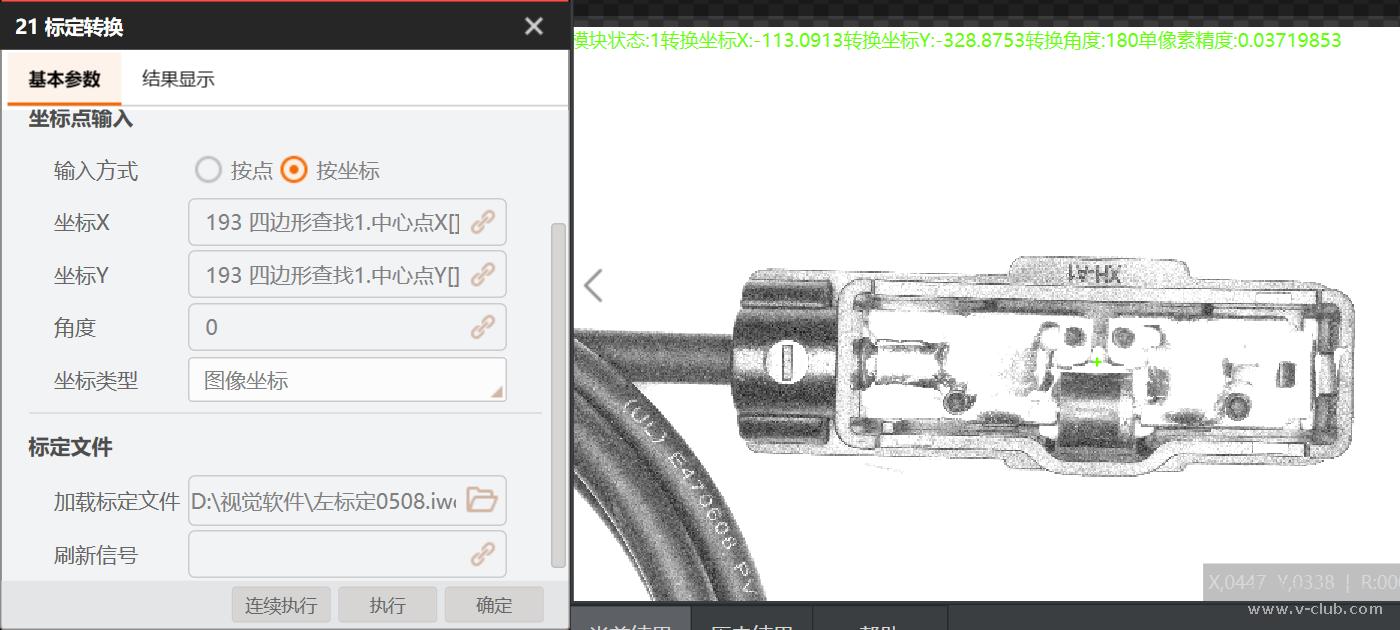
21标定转化:通过预先标定生成的标定文件,将接线盒精定位步骤中的“四边形查找”中心x,y转化成实际物理坐标。
3分支模块&&7左示教(发送数据):当第一次执行程序,需将“分支模块”的条件输入改成2,让第一次得到的“四边形查找模块”的中心点坐标通过“7左示教”(发送数据)模块发送到全局变量,作为后面“单点对位”模块的示教点,且焊接设备将会移动到示教点位置。后续流程执行前,需要将“分支模块”的条件输入改成1。


93单点对位:将“四边形查找”模块得到的中心点坐标经过“标定转化”作为此模块的运行点,与第一次执行流程得到的示教点相减,得到偏移值。通过后面的“发送数据”模块将偏移值发送给PLC设备,让焊接设备做出相应的偏移。

22脚本&&139左范围(条件检测):“22脚本”模块中对“单点对位”模块获得的偏移数据做处理,满足PLC接收的数据格式。“139左范围”模块对偏移值做限制,若接线盒位置较偏,超出焊接设备的移动范围,则不发送数据。


4、焊接防呆及数据发送

模块介绍:
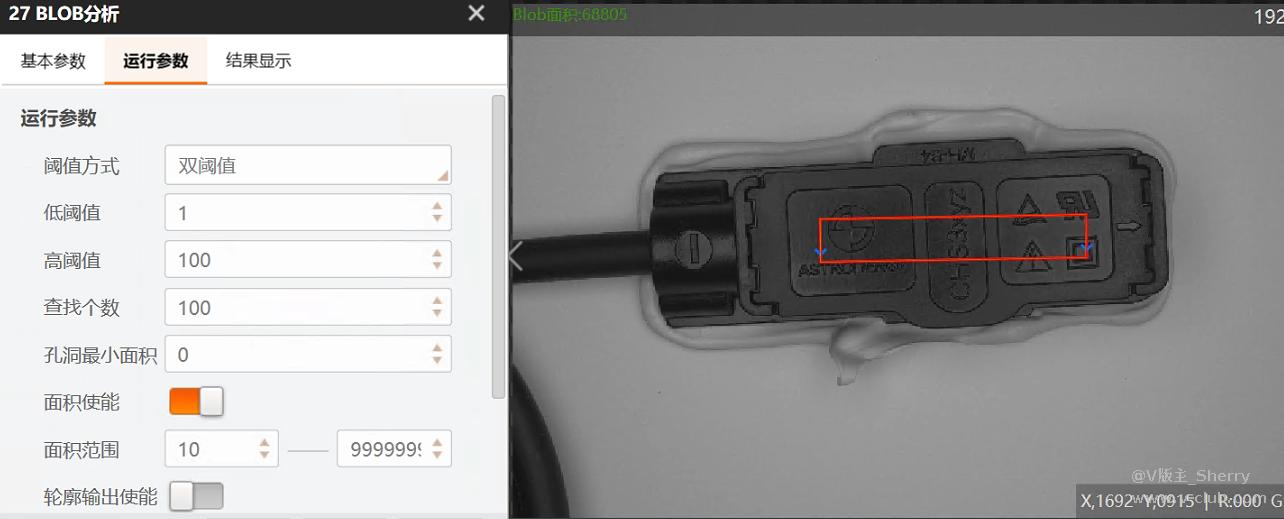
27BLOB分析&&106BLOB分析模块:实际生产过程中,可能存在将已经封盖后的成品接线盒又送入焊接机的情况,为了避免对这种情况重新焊接,采用“Blob分析”做判断。若是成品接线盒“Blob分析”模块会得到一个较大的面积Blob。
46左总结果(条件检测)&&47左OK/NG(分支模块):对前面所有检测进行判断,如初定位结果、正反检测、四边形查找、汇流条有无检测、偏移范围检测、防呆进行综合,则结合后面的“47左OK/NG”分支模块,若全部满足则进入“20发送数据”分支,将偏移信息发送给PLC。否则进入“49变量计算”分支,发送一个1给PLC,告诉其焊接前检测出现问题。


焊后检测流程如下:

现场方案为一拖三的情况,后续的流程介绍仅讲解一个分支。
1、接线盒初定位

模块介绍:
0图像增强:增加接线盒的亮度,提高接线盒边缘的对比度,并通过过曝的方式过滤掉背景(如:胶水)的干扰,为后面的“高精度匹配”模块提供更好的成像质量。
198高精度匹配:匹配接线盒边缘,获取中心坐标,为后续判断焊疤位置提供基准点。
2、焊疤检测、焊疤大小、位置判断及数据发送
模块介绍:
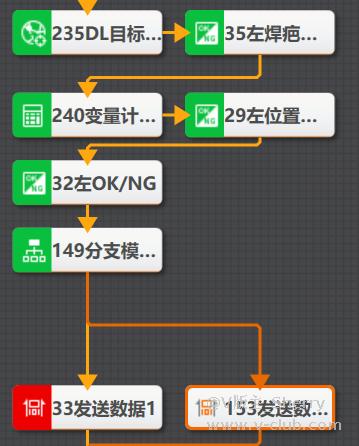
235DL目标检测:若汇流条焊接良好,会在左右两片汇流条上各产生一个焊疤,若未进行焊接或焊接不良,则汇流条表面光滑或者焊疤大小、位置异常。采用“目标检测”模块来定位焊疤,获取焊疤有无、大小及位置信息。
35左焊疤检测(条件检测):通过判断前面“目标检测”定位到的焊疤的长度、宽度及大小,来判断接线盒中汇流条的焊接情况。

240变量计算:接线盒基本处于水平位置,通过“高精度匹配”中心点x与“目标检测”的中心点x做差,来计算焊疤到接线盒中心的距离,结合后面的“29左位置检测(条件检测)”判断焊接的位置是否正常。


32左OK/NG(条件检测)&&149分支模块&&发送数据:“32左OK/NG”对前面“左焊疤检测”及“左位置检测”做综合判断,若均满足要求通过“149分支模块”走“33发送数据”分支,将OK结果发送给PLC。若其中有一个条件不满足要求,则通过“149分支模块”走“153发送数据”分支,将NG结果发送给PLC。




结果展示
现场运行界面图片展示:


现场效果反馈:
目前根据现场人员统计反馈:定位精度稳定在0.2mm之内,焊后检测检出率为100%,误检率与现场焊接的质量有一定关系,在99%~99.8%之间波动。
现场统计数据如下(以汇流条有无检测为例):

现场视频展示:



 一文带你入门RCS4.X-(4.2.8单独档)【任务编排】(四)2025-06-23
一文带你入门RCS4.X-(4.2.8单独档)【任务编排】(四)2025-06-23 秒懂VisionMaster!「VM助手」上线,有问必答的AI导师来了!2025-06-26
秒懂VisionMaster!「VM助手」上线,有问必答的AI导师来了!2025-06-26 全国总决赛获奖名单公布!第三届“启智杯”机器智能大赛大奖花落谁家?2025-06-03
全国总决赛获奖名单公布!第三届“启智杯”机器智能大赛大奖花落谁家?2025-06-03 [第三届启智杯大赛决赛】-应用3D赛道-果宝特攻队-九通阀密封垫缺陷检测系统2025-06-09
[第三届启智杯大赛决赛】-应用3D赛道-果宝特攻队-九通阀密封垫缺陷检测系统2025-06-09- 基于Opencv的交互式GrabCut分割2025-06-06
 浙公网安备 33010802013223号
浙公网安备 33010802013223号